根據(jù)資料表明,美國(guó)因床墊或床上用品受到燃燒而引起的火災(zāi)平均每年奪去330條生命和導(dǎo)致2070人受傷,以及3億美元的經(jīng)濟(jì)損失。由此可見(jiàn),棉型阻燃面料對(duì)發(fā)生火災(zāi)頻率的降低起到一定幫助。
隨著紡織業(yè)的發(fā)展和人民生活水平的提高,消費(fèi)者不僅僅滿(mǎn)足服裝的美觀(guān)大方,穿著舒適,還要求服裝環(huán)保,所以阻燃面料不僅要達(dá)到阻燃的目的,還要使它的甲醛含量達(dá)到國(guó)家規(guī)定的要求。
一、阻燃原理
織物浸軋過(guò)阻燃液后,阻燃劑與酰胺形成的預(yù)縮體滲入到纖維的非晶區(qū)和間隙中,隨后在氨熏時(shí)NH。與預(yù)縮體中的羥甲基交聯(lián),在纖維內(nèi)部形成阻燃聚合體后經(jīng)氧化以穩(wěn)定。含磷化合物使纖維在熱解過(guò)程中產(chǎn)生脫水反應(yīng)。含磷阻燃劑在纖維熱解溫度范圍內(nèi)首先分解成不易揮發(fā)的磷酸或多磷酸酐與纖維的羥基 (一OH)發(fā)生脫水反應(yīng),使纖維炭化。浸軋過(guò)阻燃劑的織物在氨熏過(guò)程中,由于在纖維素的內(nèi)部形成了二氯化磷/氮的高度交聯(lián)聚合物,產(chǎn)生 P—N協(xié)同效應(yīng)。P—N鍵性能(極性)高于P—O 鍵,使磷化合物與一0H反應(yīng)性能加強(qiáng),所以產(chǎn)生了阻燃性能。
所謂“阻燃”并非防火,不是指織物經(jīng)阻燃整理后即具有不被烈火燃著的特性,而是使織物在火焰下降低其易燃性,使燃燒部分面積減少和降低其燃燒速度。待火焰離開(kāi)后即停止燃燒,具有自熄的性能。
二、工藝試驗(yàn)結(jié)果和討論
1.試驗(yàn)樣品與藥劑
樣品:一定長(zhǎng)度的棉織物。
藥劑;阻燃劑-THPC(本廠(chǎng)編號(hào)FR1),緩沖劑一TEA,滲透劑一NT,氨氣,草酸,非離子柔軟劑一AC,雙氧水(50 %),液堿,重亞硫化鈉。
2.測(cè)試方法
本試驗(yàn)采用垂直燃燒法。取經(jīng)過(guò)阻燃工藝整理的織物經(jīng)緯向(橫縱向)各5塊,每塊8.9 cm× 25.4 cm,在垂直燃燒試驗(yàn)機(jī)上固定試樣,試樣架底部與布樣和燃燒器火口的最高點(diǎn)相距1.7 cm,樣品架須與箱頂部或底部垂直,并調(diào)節(jié)火焰高度 40 mm,移動(dòng)火源至樣品底部燃燒3 s后從試驗(yàn)箱中取出樣品。
炭長(zhǎng)測(cè)量:在試樣燃燒最高點(diǎn)處沿其長(zhǎng)度方向?qū)φ郏诓紭犹炕囊贿吳揖嚯x底部及其領(lǐng)邊同為6.4 cm處掛上砝碼,手抓布樣另一邊,慢慢提起讓砝碼懸空,用直尺量出布樣燃焦長(zhǎng)度并記錄,精確到0.1 cm。
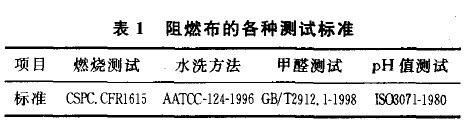
甲醛和pH 值的測(cè)試可按表1測(cè)試標(biāo)準(zhǔn)進(jìn)行。本廠(chǎng)阻燃布的各種測(cè)試標(biāo)準(zhǔn)如表1:
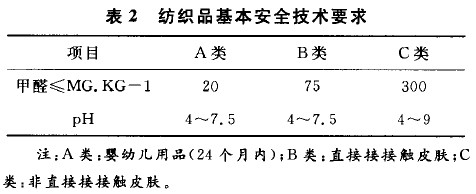
紡織品基本安全技術(shù)要求見(jiàn)表2。
三、阻燃工藝條件及工藝流程
1.阻燃工藝條件
(1)pH值對(duì)整理效果的影響
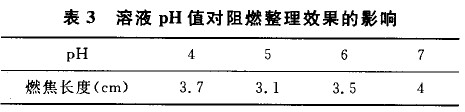
阻燃劑取用350~450 g/L,其他助劑的用量不變,浸軋時(shí)的溶液pH 值對(duì)阻燃整理效果的影響見(jiàn)表3。由表1可知,在弱酸情況下進(jìn)行整理,織物的阻燃性能較好。所以pH取用5.6。本廠(chǎng)浸軋時(shí)溶液pH值一般取5.6~6.0。
(2)預(yù)烘溫度對(duì)整理效果的影響
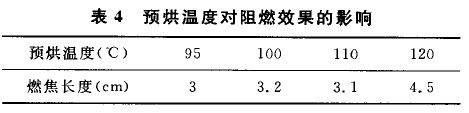
阻燃劑取用350~450 g/L,其他助劑的量不變,看預(yù)烘溫度對(duì)阻燃效果的影響見(jiàn)表4。由表2可見(jiàn),110℃時(shí)的阻燃效果較好,所以取用110℃ 。
(3)阻燃劑用量對(duì)阻燃性能的影響
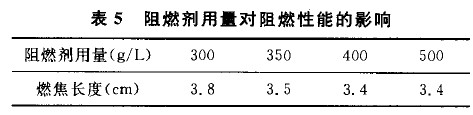
其它助劑的用量不變,將織物浸軋?jiān)诓煌瑵舛鹊淖枞紕┲羞M(jìn)行試驗(yàn),結(jié)果見(jiàn)表5。由表3可見(jiàn),阻燃劑用量增加,阻燃性能好,但用量過(guò)多,會(huì)影響織物手感并增加成本,綜合各種因素,取阻燃劑濃度為350~450 g/L為宜。
2.阻燃工藝流程
浸軋阻燃整理液一預(yù)烘(80~110℃)一氨熏一氧化洗水一烘干(130℃~140℃)一柔軟定型一成品
(1)定型機(jī)上浸軋
阻燃劑工作液配方:FR1為350~ 450 g/L,NT 為1~2 g/L,TEA為14~18 g/L,調(diào)節(jié)溶液的pH值為5.6~6.0。
壓水率的測(cè)定:I=(N—M)/M ×100%,式中:I:壓水率(% );M:織物干重(g);N:織物浸軋后重量(g),浸軋時(shí)定型機(jī)上的壓軋輪的壓力為0.15MPa,視布的厚薄程度而調(diào)節(jié)。
布面經(jīng)過(guò)浸軋后,剪一塊濕布稱(chēng)得18.29 g,烘干后為10.6 g,得到壓濕率為72.5% ,(根據(jù)織物本身的性能和軋壓輪的承受能力,純棉選擇 70% ~75% )。而調(diào)節(jié)風(fēng)速為8O0~1000 m/min,機(jī)速為18~20 m/min,烘焙濕度為80~I(xiàn)10℃。以上三個(gè)數(shù)值視布的厚薄而調(diào)節(jié)。調(diào)節(jié)這樣的數(shù)值是為了能使烘焙出來(lái)的布有一定的濕度,以利于氨熏時(shí)NH3與織物上的阻燃劑發(fā)生交聯(lián)反應(yīng),起到阻燃效果。一般含水率控制在14% ~18%之間,左中右含水率不能超過(guò)2 %,否則極易產(chǎn)生左中右色差,因此生產(chǎn)過(guò)程中應(yīng)隨時(shí)監(jiān)測(cè)含水率的大小,并隨時(shí)調(diào)整,含水率過(guò)小會(huì)導(dǎo)致交聯(lián)不充分,阻燃效果不理想,含水率過(guò)量,手感發(fā)硬,顏色變化也大。
(2)氨熏
每公斤阻燃劑所耗氨氣的量理論上是一定的,但實(shí)際生產(chǎn)過(guò)程中應(yīng)稍過(guò)量一些,以便交聯(lián)充分。通常氨氣流量控制在35~45 m。/min,流量過(guò)小,交聯(lián)不充分,阻燃效果不理想,耐洗性差;流量過(guò)大,造成浪費(fèi)且氨氣外溢,致使工作環(huán)境惡劣,影響人身安全。實(shí)際應(yīng)用中,還應(yīng)當(dāng)根據(jù)織物的厚薄和阻燃劑用量的大小來(lái)調(diào)整氨氣的流量以達(dá)到最佳阻燃效果。
要使氨熏充分,必須調(diào)節(jié)機(jī)速為8~15 m/min左右,而溫度控制在28~32℃左右。在氨熏這個(gè)過(guò)程中,還要加入草酸,它的作用是用于廢氣的中和稀釋。
(3)洗水機(jī)上洗水(洗甲醛)
阻燃劑經(jīng)氨熏固化后為使其更加穩(wěn)定,必須把P+3怕氧化成P+5 ,通常采用浸軋H2O2的方法來(lái)實(shí)現(xiàn),H2O2的用量應(yīng)根據(jù)織物的厚薄,阻燃劑的用量的大小來(lái)定,本廠(chǎng)調(diào)節(jié)H2O2的濃度為27% ~ 3O% 。而浸軋氧化液的速度不能太快,以保證有足夠H2O2留在織物上,一般調(diào)節(jié)機(jī)速為15~ 20 m/min。經(jīng)透風(fēng)氧化后再中和皂洗掉,氧化時(shí)間不宜過(guò)長(zhǎng),否則會(huì)降低織物的強(qiáng)力。
本廠(chǎng)中和用Na2C02和NaOH,它們除了中和布面酸堿度外,還可以調(diào)節(jié)溶液的pH值;重亞硫酸鈉主要是洗水布面的甲醛含量,因?yàn)榭椢锝?jīng)浸軋后,布面上所含甲醛高達(dá)2000 ppM,遠(yuǎn)遠(yuǎn)超出國(guó)家所規(guī)定的范圍,對(duì)人體不利。而曾用過(guò)尿素洗甲醛,但效果不明顯。洗水后要測(cè)試甲醛和pH 含量及防火功能,如理想即可進(jìn)行柔軟處理;如阻燃測(cè)試不合格,要重新做阻燃處理;如甲醛含量高于標(biāo)準(zhǔn)就要重新安排洗甲醛。洗甲醛的各藥劑的用量,溶液pH值和溫度見(jiàn)表6(根據(jù)布的數(shù)量適當(dāng)調(diào)整藥劑用量)。
(4)定型機(jī)上柔軟定型
因?yàn)榭椢锝?jīng)過(guò)阻燃劑整理后,手感一般不理想,所以要經(jīng)過(guò)柔軟以修復(fù)手感。但如果是是印花布,則不必柔軟,因?yàn)橛』ú既彳浂ㄐ蜁?huì)改變它的花型。阻燃布要用非離子柔軟劑,因?yàn)殡x子型的有硅油,硅油起助燃作用,對(duì)阻燃布極不利。本廠(chǎng)曾用弱陽(yáng)柔軟膨松劑作柔軟處理,處理后布面更滑,手感比用非離子柔軟劑的要柔軟,但影響阻燃效果,暫不采用。AC的用量一般采用40~60 g/L。溫度控制在130℃左右。
四、結(jié)論
1.阻燃劑用量對(duì)阻燃性能有影響,阻燃濃度最好為35O~450 g/L。
2.阻燃劑的pH值對(duì)阻燃性能有影響,合適的pH值范圍為5.6~6.0。
3.阻燃劑的焙烘溫度對(duì)阻燃性能有一定的影響,合適的溫度為8O~120℃ 。
經(jīng)過(guò)以上處理過(guò)的織物一般能達(dá)到阻燃效果,它低毒環(huán)保,對(duì)人體安全可靠。透氣、透濕、手感柔軟,穿著舒適。